1. HP-RTM პროცესის შესავალი
HP-RTM (High Pressure Resin Transfer Molding) არის მაღალი წნევის ფისოვანი გადაცემის ჩამოსხმის პროცესის აბრევიატურა. ეს არის მოწინავე ჩამოსხმის ტექნოლოგია, რომელიც იყენებს მაღალი წნევის წნევას ფისის შერევისა და ინექციისთვის ვაკუუმ-დალუქულ ფორმაში, რომელიც წინასწარ არის დაყენებული ბოჭკოვანი გამაგრებული მასალებით და წინასწარ დაყენებული ჩანართებით. ფისი მიედინება ყალიბის შევსების, გაჟღენთის, გამკვრივებისა და ჩამოსხმის მეშვეობით. , მაღალი ხარისხის და მაღალი სიზუსტის კომპოზიტური პროდუქტების ჩამოსხმის პროცესის მისაღებად. მას აქვს მაღალი ეფექტურობის, ენერგიის დაზოგვის და გარემოს დაცვის უპირატესობები და ფართოდ გამოიყენებოდა ავტომობილებში, კოსმოსში, ელექტრონიკაში და სხვა სფეროებში.
პროცესი ნაჩვენებია სურათზე 1:
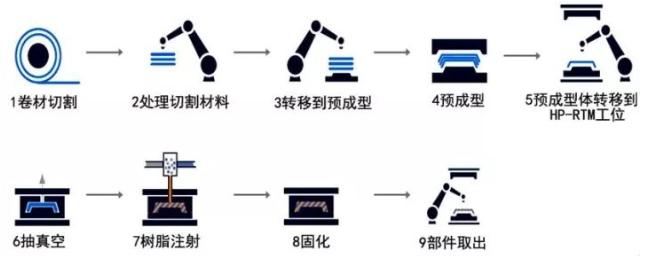
სურათი 1 HP-PTM პროცესის პრინციპის სქემატური დიაგრამა
2. HP-RTM პროცესის მახასიათებლები
HP-RTM მოიცავს პრეფორმის დამუშავებას, ფისოვანი ინექციის, დაჭერის პროცესს და ტრიმირების პროცესს. ტრადიციულ RTM პროცესთან შედარებით, HP-RTM პროცესი ზრდის ინექციის შემდგომ დაწნეხვის პროცესს, ამცირებს ფისოვანი ინექციის და შევსების სირთულეს, აუმჯობესებს პრეფორმების გაჟღენთის ხარისხს და ამცირებს ჩამოსხმის ციკლს. პროცესის სპეციფიკური მახასიათებლები შემდეგია:
(1) ფორმის სწრაფი შევსება. ფისი სწრაფად ავსებს ფორმის ღრუს, აქვს კარგი ინფილტრაციის ეფექტი, მნიშვნელოვნად ამცირებს ბუშტებს და ფორიანობას, ხოლო დაბალი სიბლანტის ფისი მნიშვნელოვნად ზრდის ფისის ინექციის სიჩქარეს და ამცირებს ჩამოსხმის პროცესის ციკლს.
(2) ძალიან აქტიური ფისი. ფისოვანი გამაგრების რეაქციის სიჩქარე იზრდება და ფისის გამაგრების ციკლი მცირდება. იგი იღებს მაღალი აქტივობის სწრაფად გამყარების ფისოვანი სისტემას და იღებს მაღალი ეფექტურობის მაღალი წნევის შერევისა და ინექციის აღჭურვილობას ფისოვანი მატრიცის უკეთესი შერევის ერთგვაროვნების მისაღწევად. ამავდროულად, ჩამოსხმისას საჭიროა მაღალტემპერატურული გარემო, რაც მნიშვნელოვნად აუმჯობესებს ფისის გამყარების რეაქციის სიჩქარეს, ამცირებს წარმოების ციკლს და ასტაბილურებს პროცესს. მაღალი სტაბილურობა და განმეორებადობა,
(3) გამოიყენეთ შიდა გამოშვების აგენტი და თვითგამწმენდი სისტემა აღჭურვილობის დასუფთავების ეფექტურობის გასაუმჯობესებლად. გამოიყენება საინექციო შერევის თავის თვითგამწმენდი ტექნოლოგია და ნედლეულს ემატება შიდა გამოშვების აგენტი, რათა ეფექტურად გაუმჯობესდეს აღჭურვილობის დასუფთავების ეფექტურობა. ამავდროულად, პროდუქტის ზედაპირის ეფექტი შესანიშნავია, ხოლო სისქე და ფორმის გადახრა მცირეა. მიაღწიეთ იაფი, მოკლე ციკლის (დიდი მოცულობის), მაღალი ხარისხის წარმოებას.
(4) გამოიყენეთ ფორმებში სწრაფი ვაკუუმის ტექნოლოგია. ნაწილებში ფორების შემცველობა მცირდება და ნაწილების შესრულება უმჯობესდება. ის ეფექტურად ამცირებს პროდუქტში ფორების შემცველობას, აუმჯობესებს ბოჭკოების გაჟღენთის ეფექტურობას, აუმჯობესებს ბოჭკოსა და ფისს შორის ინტერფეისის შემაკავშირებელ უნარს და აუმჯობესებს პროდუქტის ხარისხს.
(5) მტვერსასრუტის შერწყმა შეკუმშვის ჩამოსხმის პროცესთან ინექციის შემდეგ. მცირდება ნაწილების პროცესის სირთულე და გაუმჯობესებულია ფისით გაჟღენთილი არმირებული მასალების ხარისხი. ეს ამცირებს RTM პროცესის წებოს საინექციო პორტის და გამონაბოლქვი პორტის დიზაინის სირთულეს, აუმჯობესებს ფისის ნაკადის შევსების სიმძლავრეს და ფისის მიერ ბოჭკოს გაჟღენთის ხარისხს.
(6) გამოიყენეთ ორმაგი ხისტი ზედაპირი ყალიბის დასახურავად და გამოიყენეთ დიდი ტონაჟის ჰიდრავლიკური პრესა ზეწოლისთვის. პროდუქტს აქვს დაბალი გადახრები სისქეში და სამგანზომილებიან ფორმაში. ყალიბის დალუქვის ეფექტის უზრუნველსაყოფად, ორმაგი ხისტი ზედაპირები გამოიყენება ყალიბის დასახურავად, ხოლო დიდი ტონაჟის ჰიდრავლიკური პრესა გამოიყენება ზეწოლისთვის, რომელიც ზრდის შეკვრის ძალას ჩამოსხმის პროცესში და ეფექტურად ამცირებს სისქესა და ფორმის გადახრას. ნაწილების.
(7) პროდუქტს აქვს ზედაპირის შესანიშნავი თვისებები და ხარისხი. ყალიბში შესხურების ტექნოლოგიისა და მაღალი სიპრიალის ფორმების გამოყენებით, ნაწილებს შეუძლიათ მიიღონ მაღალი სიზუსტის აშკარა ხარისხი ძალიან მოკლე დროში.
(8) მას აქვს მაღალი პროცესის სტაბილურობა და განმეორებადობა. უფსკრული ინექციისა და ინექციის შემდგომი შეკუმშვის ტექნოლოგიის გამოყენება მნიშვნელოვნად აუმჯობესებს ფისის ყალიბის შევსების გამტარუნარიანობას, ეფექტურად ამცირებს პროცესის დეფექტების ალბათობას და აქვს პროცესის მაღალი განმეორებადობა.
3. ძირითადი პროცესის ტექნოლოგიები
(1) ბოჭკოვანი გამაგრებული მასალების წინასწარი ფორმირების ტექნოლოგია
ბოჭკოვანი ფორმირების ტექნოლოგია ძირითადად მოიცავს: ტექსტილის, საქსოვი და ლენტის პრეფორმებს; საკერავი პრეფორმები; დაჭრილი ბოჭკოვანი საინექციო პრეფორმები; ცხელი წნევით პრეფორმები და ა.შ. მათ შორის ყველაზე ფართოდ გამოიყენება ცხელი წნევით ჩამოყალიბების ტექნოლოგია. ამ ტექნოლოგიაში, ფორმირების აგენტი არის ძირითადი გარანტია, ხოლო ბოჭკოების ჩამოყალიბების ფორმა და დაჭერის ტექნოლოგია არის ბოჭკოს ჩამოყალიბების გასაღები. HP-RTM პროცესისთვის, ნაწილის სტრუქტურა შედარებით მარტივია, ამიტომ ფორმირების ფორმა ასევე შედარებით მარტივია. გასაღები მდგომარეობს იმაში, თუ როგორ უნდა აკონტროლოთ ფორმირების ფორმა და ზეწოლის ხელსაწყოები, რათა ეფექტურად და მოწესრიგებული მოხდეს ზეწოლა და ჩამოყალიბება დიზაინისა და კონტროლის პროცედურების მეშვეობით.
(2) მაღალი სიზუსტის ფისოვანი აღრიცხვის, შერევისა და ინექციის ტექნოლოგია
HP-RTM პროცესის ფისის შერევა და ინექცია ძირითადად მოიცავს ორ სისტემას: ფისოვანი ძირითადი მასალა და ყალიბში შესხურების ფისოვანი. მისი კონტროლის გასაღები მდგომარეობს მაღალი სიზუსტის ფისოვანი აღრიცხვის სისტემაში, სწრაფი და ერთგვაროვანი შერევის ტექნოლოგიაში და შერევის მოწყობილობების თვითწმენდის ტექნოლოგიაში. HP-RTM პროცესის ფისოვანი ძირითადი მასალა ზუსტად უნდა გაიზომოს მაღალი ტემპერატურისა და მაღალი წნევის პირობებში, რაც მოითხოვს მაღალი სიზუსტის გამრიცხველიანების ტუმბოს აღჭურვილობას. ფისის ერთგვაროვანი შერევა და თვითწმენდა მოითხოვს ეფექტური, თვითგამწმენდი, მრავალჯერადი შერევის თავის დიზაინს.
(3) ჩამოსხმის ფორმის ტემპერატურის ველის ერთგვაროვნება და დალუქვის დიზაინი
HP-RTM პროცესის დროს, ჩამოსხმის ფორმის ტემპერატურული ველის ერთგვაროვნება არა მხოლოდ განსაზღვრავს და გავლენას ახდენს ფისის ნაკადსა და შევსების ეფექტურობაზე ყალიბის ღრუში, არამედ დიდ გავლენას ახდენს ბოჭკოების შეღწევადობაზე, მთლიან შესრულებაზე. კომპოზიტური მასალისა და პროდუქტის შიდა სტრესის შესახებ. . აქედან გამომდინარე, აუცილებელია გამოიყენოთ საშუალო გათბობის გამოყენება ეფექტური და გონივრული ცირკულაციის ზეთის წრედის დიზაინთან ერთად. ყალიბის დალუქვის მოქმედება პირდაპირ განსაზღვრავს ფისოვანი ნაკადის და ყალიბის შევსების მახასიათებლებს, ასევე ჩამოსხმის პროცესის ევაკუაციის უნარს. ეს არის მთავარი რგოლი, რომელიც გავლენას ახდენს პროდუქტის მუშაობაზე. აუცილებელია დაპროექტდეს დალუქვის რგოლების პოზიცია, მეთოდი და რაოდენობა პროდუქტის მიხედვით. ამავდროულად, აუცილებელია დალუქვის პრობლემების გადაჭრა ყალიბის მორგების უფსკრულის, განდევნის სისტემაში, ვაკუუმის სისტემაში და სხვა პოზიციებში, რათა უზრუნველყოს, რომ არ იყოს ჰაერის გაჟონვა ფისოვანი შევსების პროცესში, რათა უზრუნველყოს ნაწილის შესრულება.
(4) მაღალი სიზუსტის ჰიდრავლიკური პრესა და მისი კონტროლის ტექნოლოგია
HP-RTM პროცესში, ჩამოსხმის დახურვის უფსკრული კონტროლი ფისოვანი შევსების პროცესში და წნევის კონტროლი დაჭერის პროცესში მოითხოვს ეფექტური და მაღალი სიზუსტის ჰიდრავლიკური პრესის სისტემის გარანტიას. ამავდროულად, დროული კონტროლის ტექნოლოგია უნდა იყოს უზრუნველყოფილი წებოს ინექციის პროცესისა და დაჭერის პროცესის საჭიროებების შესაბამისად, ჩამოსხმის პროცესის უწყვეტობის უზრუნველსაყოფად.
 ქართული
ქართული
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Latviešu
Latviešu  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



